


金型研磨
金型研磨の重要性
金型は、プラスチック製品の品質を決める「ものづくりの心臓部」です。
その表面状態ひとつで、製品の仕上がりや生産効率、さらにはコストまで大きく変わってきます。
当社では、精密な研磨技術で金型の性能を最大限に引き出し、御社の生産を支えます。
✅ 製品品質アップ
- 金型の表面仕上げは、製品の光沢・透明度・精密さに直結します。
- 透明部品や外観重視の部品では、研磨精度の差がそのまま不良率の差になります。
✅ 生産効率の向上
- 滑らかな金型は樹脂がスムーズに流れ、成形不良を減らせます。
- 離型性も良くなるため、サイクルタイム短縮・歩留まり改善につながります。
✅ コスト削減 & 金型長寿命化
- 不良品が減り、手直し・廃棄のコストを削減。
- 摩耗や腐食を防ぎ、金型を長く使えるため、メンテナンスや新規製作のコストを抑えられます。
✅ 信頼性の強化
安定した品質の製品をお客様に届けることができる ― それが取引先からの信頼につながり、
御社の事業の競争力を高めます。
🔧 金型研磨は「コスト」ではなく「投資」です。
確かな研磨技術で、御社の製品品質と生産性を一段と引き上げます。
レーザー溶接・精密TIG溶接
当社では、レーザー溶接と精密TIG溶接の2つの技術を駆使し、金型や精密部品の補修・再生を行っています。
用途や材質に応じて最適な方法を選択することで、高精度かつ高品質な仕上がりを実現いたします。
レーザー溶接(Laser Welding)
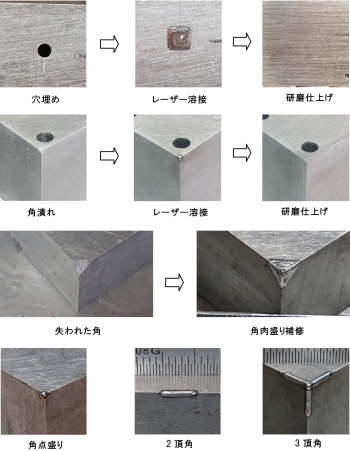
レーザー光をピンポイントで照射し、金属を局所的に溶融させる補修技術です。
特に、金型のピンホールや微細な欠け補修に効果を発揮し、金型寿命の延長に大きく貢献します。
精密TIG溶接(Precision TIG Welding)
アルゴンガスとタングステン電極を使用し、安定したアーク熱で金属を溶接する方法です。
金型の大きな割れや欠損の補修、肉盛り再生などに最適です。
技術の使い分け
- レーザー溶接:微細補修・変形を嫌う精密加工に最適
- 精密TIG溶接:強度が必要な補修・厚肉部品の再生に最適
お客様のニーズや製品の状態に合わせて、最適な溶接方法をご提案いたします。
改造例
- 急な設計変更による肉盛り不足
- 溶接後の手動で行う研磨仕上げも可能です。
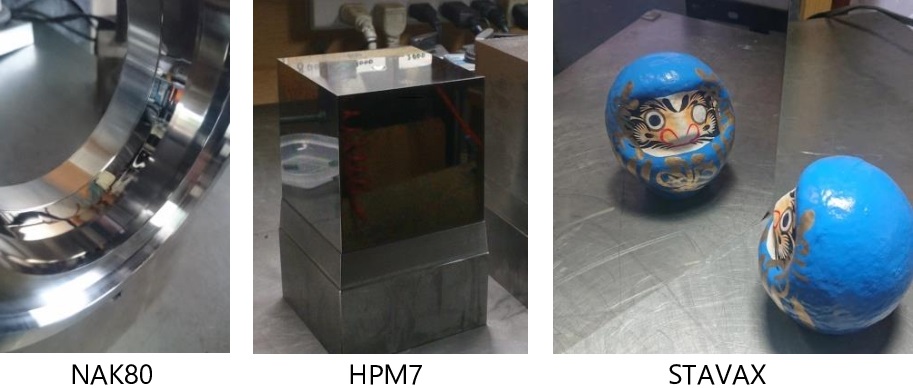
- 主な材質 SKD61 , PX-5 , NAK80 , STAVAX , MAS1 , S50C , AL , CUBE , etc
事業紹介
私たちの事業について
・ 当社は、インジェクション金型の研磨とレーザー溶接による補修を専門に行っています。
・ 長年の経験と確かな技術で、金型の寿命を延ばし、品質を安定させるサポートをしています。
主なサービス
・ 柔軟な対応:小ロットから量産対応まで幅広くサポート
・ スピードと品質:一人で対応するためスムーズな判断と責任ある作業
・ コスト削減:補修・研磨による金型の再生で新規製作費を削減
お客様への約束
「小さなトラブルを見逃さず、大きなコスト削減につなげる」ことを目指しています。
お困りの際はぜひお気軽にご相談ください。
溶接設備紹介

レーザー溶接機 T-LASER YW-150

精密TIG溶接機 JTE DY-1000
News & Information
- 金型の離型性を向上させるミガキ技術

- 緊急の金型修復:手動での形状整形

- アルミ溶接における前処理と熱管理の重要性
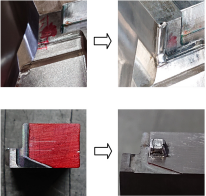
- アルミ角だしレーザー溶接事例
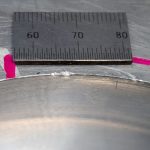
- レーザー角出し肉盛り溶接の手順とコツ
 材質/CUBE(ベリリウム銅)レーザー角出し肉盛り溶接2。材質はベリリウム銅で、レーザー角出し肉盛り溶接が行わ… 続きを読む: レーザー角出し肉盛り溶接の手順とコツ
材質/CUBE(ベリリウム銅)レーザー角出し肉盛り溶接2。材質はベリリウム銅で、レーザー角出し肉盛り溶接が行わ… 続きを読む: レーザー角出し肉盛り溶接の手順とコツ